- 网站首页
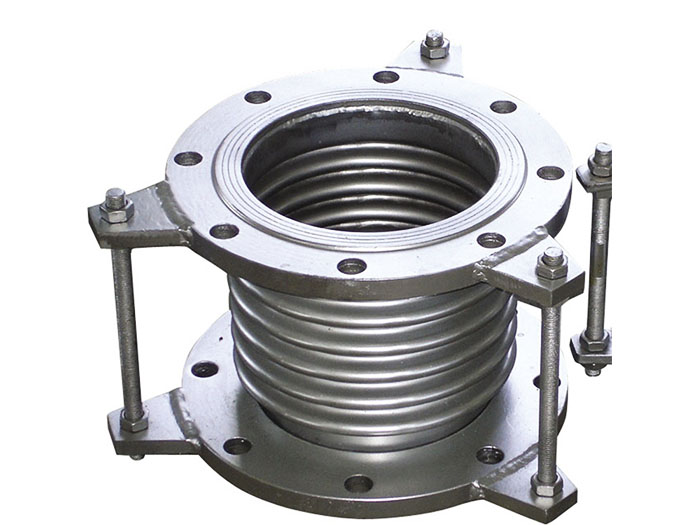
- 波纹补偿器
- 金属软管
- 产品中心
- 成功案例
-
新闻资讯

17
2024.04
-
15
2024.04
-
24
2024.03
-
13
2024.03
-
26
2024.02
-
-
京武简介
京武简介
Company

宁夏京武波纹管有限公司
宁夏京武波纹管有限公司是中国西部大型的波纹管膨胀节和金属软管专业制造厂商。注册资本5000万元,我们拥有150吨、315吨、500吨、1200吨的波纹管液压成型机;成套的机加工、冷作和各种焊接设备(氩弧焊机、埋弧自动焊机、气体保护自动焊机和半自动焊机),完备的试验、检测设备。 我公司产品按照国标GB/T12777、GB/T14525设计、制造和检验。产品广泛应用于航天、冶金、石油、化工、热力、电力、建筑、汽车、船舶、核工业等领域。“京武… ...
Read More - 联系京武




 当前位置:
当前位置:


 热门推荐
热门推荐